官方微信:日成最新资讯
官方微信:日成最新资讯 移动官网
移动官网 官方商城
官方商城数控车床又称为CNC车床,即计算机数字控制车床,是目前国内使用量最大,覆盖面最广的一种数控机床,约占数控机床总数的25%。数控机床是集机械、电气、液压、气动、微电子和信息等多项技术为一体的机电一体化产品。是机械制造设备中具有高精度、高效率、高自动化和高柔性化等优点的工作母机。数控机床的技术水平高低及其在金属切削加工机床产量和总拥有量的百分比是衡量一个国家国民经济发展和工业制造整体水平的重要标志之一。数控车床是数控机床的主要品种之一,它在数控机床中占有非常重要的位置,几十年来一直受到世界各国的普遍重视并得到了迅速的发展。
1.准备功能(G功能)
准备功能也称为G功能(或称为G代码),它是用来指令车床工作方式或控制系统工作方式的一种命令,G功能由地址符G和其后的两位数字组成(00?99),从G00到G99共100种功能,用以指令机床不同的动作如用G01来指令运动坐标的直线进修。
G代码有单次G代码和模态G 代码之分,单次G代码只限于被指令的程序段中有效,而模态G代码在同组G代码出现之前,其代码一直有效。
目前,国内外的数控车床G代码广泛使用ISO代码,但其标准化程度不高,指定功能代码少,指(不能用于其它功能的代码),而不指定代(指在将来有可能规定其它功能的代码)和永不指定代码(指在将来也不指定其功能的代码)的较多不数控系统G代码功能并非一致,使得不同数控系统的编程差异较大,故必须按照所用数控系统的说明书的具体规定使用。
2.刀具功能(T功能)
刀具功能也称为T功能,用于指令加工中所用刀具号及自动补偿编组号的地址字,其自动补偿内容主要指刀具的刀位偏差及刀具半径补偿。在数控车床中,其地址符T的后续数字主要有以下2种规定。
① 两位数规定,如本书介绍的GSK928TA的经济型数控系统中,就采用两位数的规定:首位数字一般表示刀具号,常用0~8共9个数字,其中0表示不转刀,末位数表示刀具补偿的编组号,常用0?8共9个数字,其中0表示补偿量为零。例:T23表示将2号刀转到切削位置,并执行第3组刀具补偿值。
② 四位数的的规定:对刀具较多的数控车床或车削中心,其数控系统一般规定,其后续数字为四位数,前2位为刀具号,后两位为刀具补偿的编组号或,同时为刀尖圆弧半径补偿的编组号。例:T0203表示将2号转到切削位置,并执行第3组刀具补偿值。
3.主轴功能(S功能)
主轴转速指令功能,它是由地址S及其后面的数字表示,目前有S2(两位数),S4(四位数)的表示法,即SXX和SXXXX,一般的经济型数控车床一般用一位或两位约定的代码来控制主轴某一档位的高速和低速对具有无级调速功能的数控车床,则可由后续数字直接表示其主轴的给定转速(r/min),另外,对具有恒线速度切削功能的数控车床,其加工程序中的S指令即可指令恒定转速转/分,也可指令车削时的恒定线速度(米/分)即在车削时,其主轴转速随着车削直径的变化而自动变化,绐终保持线速度为给定的恒定值。
①S两位数:国内的数控车床一般用一位或两位数字约定的代码表示,本文介绍的GSK928TA数控系统,对应机床提供的6级主轴 机械 换档(每个档位高速档和低速档)用S1指定为高速,S2指定低速,还要用M代码来指定主轴旋转方向,M3正转,M4反转,这里的高速,低速只是相对于机床的的某个机械档位而言的。
②S四位数:用地址S和其后面的4位数值直接指令轴的转数(转/分)。如S1200 表示主轴恒定转速为每分钟1200转,对于具有恒线速控制功能的数控系统,则S后面的线速度是恒定的,随着车削直径的变化,根据给定线速度计算出主轴转速,使得刀具瞬间的位置与工件表面保持恒定关系。用G96(恒线速控制指令),G97(指定主轴转速)来配合S代码来指定主轴的速度。例:G96 S18表示切削速度为18米/分;G97 S1200表示取削G96主轴转速为1200转/分。 具体的主轴功能的使用还要参数控系统的说明书。
4.辅助功能(M功能)
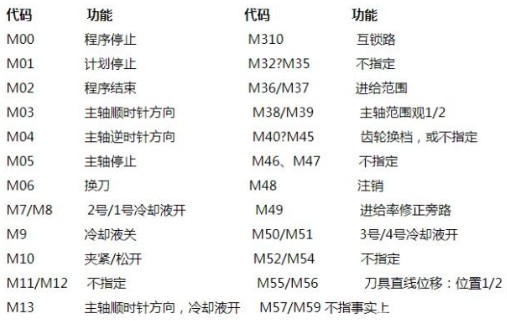
辅助功能也称M功能,用以指令数控机床中的辅助装置的开关动作或状态,辅助功能是用地址M及其后续数字一般为两位数。
由于数控机床实际使用的符合ISO标准的这种地址符(如下表)其标准的程度与G指令一样不高,指定代码少,不指定和永不指定代码多,因此M功能代码常因数控系统生产厂家及机床结构的差异和规格的不同而有所差别。因此,编程人员必须熟悉具体所使用数控系统的M功能指令的功能含义,不可盲目套用。
5.进级功能(F功能)
在切削零件时,用指定的速度来控制刀具运动,和切削的速度称为进给决定速度的功能称为进给功能,也称F功能,对于数控车床,其进给的方式可以分为:每分钟进给和每转进给两种。
(1) 每分钟进给:即刀具每分钟走的距离单位为mm/min(每分钟多少毫米),与车床转速大小无关,其进给进度不随主轴转速的变化而变化。和普通车床的走刀量概念有区别,用G94配合指令(或不用指令)现大多数经济型数控车床都采用这种进给方式来指令,对于初学者来说,F功能数值的确定往往不合理,主要是缺少切削方面的知识,对于F值的确定,可用公式F值=车床转速×所选走刀量来计算,如车削?外圆,主轴转速分别定为400转/分和600转/分,而走刀量都选为0.3mm/转,则F值分别为F120和F180。但相对于切削进给速度而言,它的每转进给量都是一致的。在这里的车床转速和所选走刀量,都是根据材料种类,直径大小,刀具吃刀深度等因素而定的与普通车床的走刀量选择基本一致。
(2) 每转进给:即车床主轴每转一圈,刀具向进给方向移动的距离,单位为mm/转,主轴每转刀具的进给量用F后续的数值直接指令,用G95配合指令,如G95 F0.3表示主轴每转一圈,刀具向进给方向移动0.3毫米/转,与普通车床的走刀量概念完全相同。其进行的速度随主轴的变化而变化的。
对于F功能数值的指定范围要参照机床系统说明书中所规定的数值范围进给设定,不可超出指定的范围。