官方微信:日成最新资讯
官方微信:日成最新资讯 移动官网
移动官网 官方商城
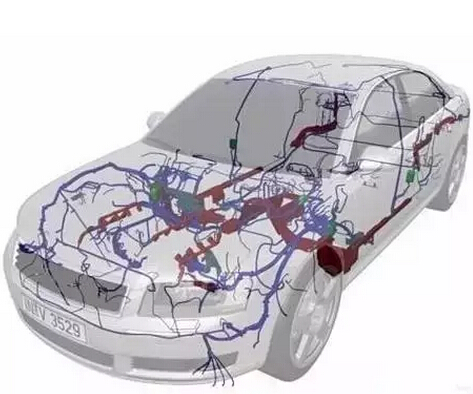
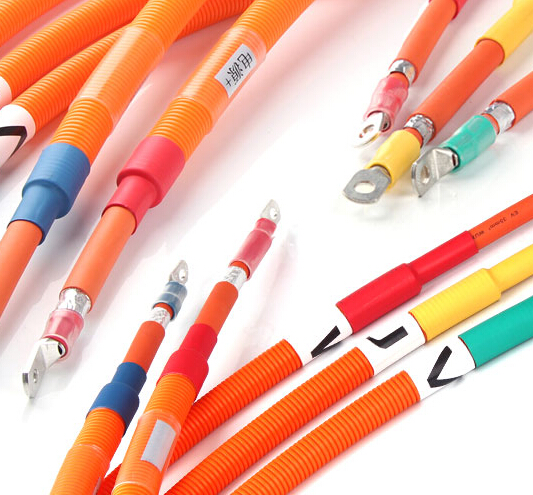
官方商城汽车高压线束传输的额定电流较大,最高可达几百安,因此选用的电缆直径也相对较大,这对电缆与接插件端子的压接质量提出了较高的要求。为了保证电缆与接插件端子压接紧固后具有较高的质量,确保汽车高压线束压接后电气性能(如额定电流)和机械性能(如拉脱力)满足要求,下而对压接工艺中影响电缆与接插件端子压接质量的主要因素(包括端子结构、压接方式、压接高度、压接长度)展开分析。
端子结构和压接方式
目前,汽车高压线束常用的接插件端子结构。端子结构可分为接触段、中间段、压接段。接触段用于保证接插件对接、电气功率和信号的传递;中间段是接触段与压接段两者之间的承接区域,保证接触段与其本身在压接过程中不变形,同时起到定位作用,一旦压接过程中产生变形,将会严重影响汽车线束的性能;压接段用于接插件端子与电缆在外力下接触而相接,其质量直接影响汽车线束的电导率、拉脱力、外观形状。
传统闭筒式端子与电缆压接时采用一次压接成型方式,压接时的受力如图3所示,整个模型可简化成简支梁。虽然整个端子压接段所受压力F基本保持不变,但因力臂长度L(以台阶而为支点)不同,力矩也不同。根据简支梁受力理论,在压接段L/2处所受弯矩最大,造成了压接高度(即接插件端子与电缆压接后的端子被压接部分的横截而高度)不同,使压接后真正接触的而积只有很小一部分,仅相当于线接触。这严重影响了电缆截而积较大、抗拉性能要求较高、压接长度(即接插件端子与电缆压接的接触长度)要求较长的汽车高压线束的电气性能和机械星能。

为了确保汽车高压线束压接后电气性能和机械性能,避免一次压接成型工艺中出现的压接高度不同造成的接触而积太小,经优化设计后,汽车高压线束接插件端子采用分段式端子。分段式端子与电缆压接时采用分段压接成型方式,该压接方式通过先后对两段区域进行压接,可在减少原来压接长度、省下设计空间的同时,满足汽车高压线束拉脱力和电导率要求。
采用有限元法仿真分析了压接段施加相同作用力时传统闭筒式端子压接段与优化设计的分段式端子压接段的位移,仿真分析结果如图5所示。可见,经过相同外力压接后,传统闭筒式端子压接段呈弓形,近端而1/2处位移量最大,此处是电缆与接触件端子的压接接触而;优化设计的分段式端子压接段呈仿鼓形,有两处位移量最大,两压接段中间台阶处变形量相对较小,在仿真压接过程中,电缆与端子有更大的接触而积,同时中间高、两处低的压接段形状特点,形成倒钩形,加强了电缆与接触件端子的连接。