官方微信:日成最新资讯
官方微信:日成最新资讯 移动官网
移动官网 官方商城
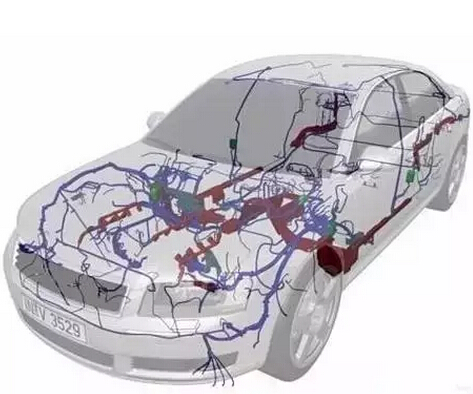
官方商城在现代汽车上,汽车线束特别多,电子控制系统与线束有着密切关系。有人曾经打了一个形象的比喻:如果把微机、传感器与执行元件的功能用人体来比喻,可以说微机相当于人脑,传感器相当于感觉器官,执行元件相当于运动器官,那么线束就是神经和血管了。
汽车线束是汽车电路的网络主体,连接汽车的电气电子部件并使之发挥功能,没有线束也就不存在汽车电路。在目前,不管是高级豪华汽车还是经济型普通汽车,线束编成的形式基本上是一样的,都是由电线、联插件和包裹胶带组成,它既要确保传送电信号,也要保证连接电路的可靠性,向电子电气部件供应规定的电流值,防止对周围电路的电磁干扰,并要排除电器短路。

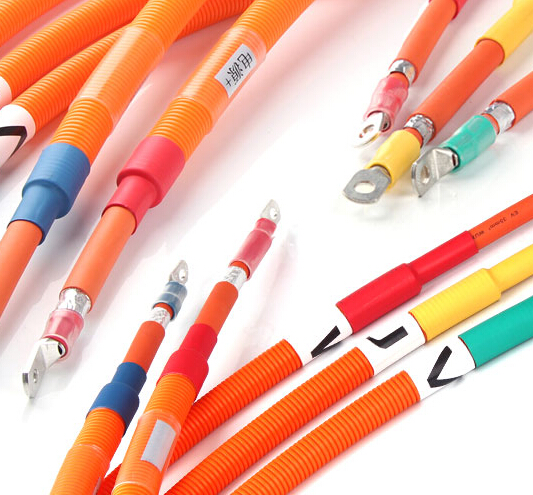
汽车线束从功能上来分,有运载驱动执行元件(作动器)电力的电力线和传递传感器输入指令的信号线二种。电力线是运送大电流的粗电线,而信号线是不运载电力的细电线(光纤维通信);例如信号电路用的导线截面积为0.3、0.5mm2。
在电机、执行元件用的导线截面积为0.85、1.25mm2,而电源电路用导线截面积为2、3、5mm2;而特殊电路(起动机、交流发电机、发动机接地线等)则有8、10、15、20mm2不同规格。导线截面积越大,电流容量也越大。电线的选择,除了考虑电气性能外,还要受到车载时物理性能的制约,因此其选择范围很广。例如,出租汽车上的频繁开/关的车门和跨越车身之间的电线应该由挠曲性能良好的导线构成。在温度高的部位使用的导线,一般采用绝缘性和耐热性良好的氯乙烯、聚乙烯包覆的导线。近年来,微弱信号电路使用的电磁屏蔽线也不断增加。
随着汽车功能的增加,电子控制技术的普遍应用,电气件越来越多,电线也会越来越多,汽车上的电路数量与用电量显著增加,线束也就变得越粗越重。这是需要解决的大问题,如何使大量线束在有限的汽车空间中如何更有效合理布置,使汽车线束发挥更大的功能,已成为汽车制造业面临的问题。

随着人们对舒适性、经济性、安全性要求的不断提高,汽车上的电子产品种类也在不断增加,汽车线束越来越复杂线束的故障率也相应增加。这就要求提高线束的可靠性和耐久性等性能,许多人对于汽车线束的工艺和生产比较有兴趣,在这里浩智电子就汽车线束工艺和生产这方面的知识做个简单的叙述,您只需要花几分钟阅读,就能大致了解。
在汽车线束二维产品图纸出来以后,要编排线束的生产工艺,工艺是服务于生产的两者密不可分,因此笔者将汽车线束的生产和工艺二者结合起来一起分析。
线束生产的第一个工位是开线工艺。开线工艺的准确性直接关系到整个生产进度,一旦出现错误特别是开线尺寸偏短,会导致所有工位的返工,费时费力影响生产效率。所以在编制开线工艺是一定要根据图纸的要求合理确定导线的开线尺寸,剥头尺寸。
开线之后的第二个工位就是压接工艺,根据图纸要求的端子类型确定压接参数,制作压接操作说明书,对于有特殊要求的需要在工艺文件上注明并培训操作工。比如:有的导线需要先穿过护套后才可压接,它需要先预装导线然后从预装工位返回再压接;还有刺破式压接用到专用的压接工具,这种压接方式具有良好的电接触性能。
接着就是预装工艺了,首先要编制预装工艺操作说明书,为了提高总装效率,复杂的线束都要设置预装工位,预装工艺的合理与否直接影响到总装配的效率也反映出一个工艺人员的技术水平高低。如果预装部分装配的偏少或者装配的导线路径不合理会加大总装配人员的工作量,减慢流水线的速度,所以工艺人员要经常待在现场不断总结。
最后一步就是,总装工艺。能够编根据产品开发部门设计的装配台板,设计工装设备、物料盒规格尺寸并将所有装配护套和附件的编号贴于物料盒上以提高装配效率。编制各个工位装配内容和要求,平衡整个总装工位防止出现一点工作量过大,拉下整个流水线速度的情况。要做到工位平衡,工艺人员必须对每个操作了熟于心并现场测算工时,随时调整装配工艺。
此外,线束工艺还包括编制材料消耗定额明细表、工时测算、工人培训等,由于技术含量值不高,这些也就不细说了。总而言之,汽车线束在车内电子技术含量和质量,逐渐成为评价汽车性能的一项重要指标。汽车厂商对于线束的选择应该尤为重视,也有必要了解下汽车线束的工艺和生产。